













Laserová akademie: Jak dobře popsat nerez
Ideálním řešením při popisu nerezových materiálů je použití vláknového laseru MEGAFLEX SHINE, který žíháním změní barvu povrchu nerezu a vytvoří tak jasný, kontrastní popis. Pokud jej však nemáte k dispozici, lze s úspěchem použít laser na bázi CO2 ve spojení se speciálním
materiálem, který po nanesení a laserovém popisu na povrchu vytvoří velmi kontrastní a naprosto odolný černý popis na principu smaltu.
Popis nerezu laserem CO2
Pro popis nerezu je možné použít více materiálů z naší nabídky, protože většina z nich má univerzální využití. Pokud bychom ale měli skutečně vybrat opravdu ten nejvhodnější, pak to bude LMM 6000. Dosáhneme s ním nejvyššího kontrastu značení. Dodává se jako pasta (balení 50 ,100, 250 a 1000g) nebo ve spreji (340g).![]()
Aplikace LMM 6000
Zcela zásadní pro úspěšnou práci je kvalitní nanesení rovnoměrné vrstvy LMM 6000 na popisovaný předmět. Nejsnáze toho dosáhnete při použití spreje. Materiál je zředěn na vhodnou konzistenci pro stříkání a sprej stačí před použitím pouze protřepat a pokrýt plochu určenou k popisu rovnoměrnou slabou vrstvou ze vzdálenosti asi 20 cm. Při popisu větších ploch lze doporučit nástřik LMM 6000 pomocí malé stříkací pistole (airbrush). Pastu je pro stříkání potřeba vhodně zředit vodou nebo lihem a postupovat stejně jako u spreje. V nouzi lze použít pro nanesení i štětec. Tento postup však vyžaduje určitou praxi. Rovnoměrná a poměrně slabá vrstva LMM 6000 nanesená na odmaštěný a čistý povrch je základním předpokladem úspěchu.
Začátečníkům tedy doporučujeme určitě sprej. Až získáte praxi, můžete přejít i k pastám a jejich složitějšímu nanášení.
Sušení
Dalším důležitým krokem je je správné vysušení spreje nebo pasty. Pokud totiž začnete popisovat laserem do vlhkého materiálu, nedojde k jeho dokonalému spojení s popisovaným předmětem, protože energie laseru se využije i pro vysušení nastříkané vrstvy. Značení proto bude nekvalitní a bude možné jej odstranit. Vysušit materiál můžete přirozenou cestou, nebo sušení uspíšit umístěním značeného předmětu do teplého prostředí. Lze použít i vysoušeč vlasů nebo horkovzdušnou pistoli.




Nastavení CO2 laseru
Nastavení správných parametrů pro popis je individuální a liší se dokonce i pro stejný model laseru. Začněte doporučenými hodnotami z webu www.thermark-popis.cz a podle výsledku popisu je upravujte na vaše specifické podmínky. Naši technici materiály pečlivě testovali. Pokud budete mít při práci nějaký problém, neváhejte je kontaktovat.
Pro odhad plochy na kterou vám sprej vystačí, můžeme nabídnout tyto orientační údaje: S určitou dávkou praxe celým sprejem dobře nastříkáte cca 4 m2 plochy, což by znamenalo například asi 800 destiček o rozměru 10 x 5 cm.
Popis nerezu vlákovým laserem
Pro popis nerezových materiálů je ideální laser MEGAFLEX SHINE Fiber, který změní barvu povrchu nerezu a vytvoří jasný a kontrastní popis bez použití dalších materiálů. Vláknový laser na rozdíl od laseru CO2 umožňuje nerez také například gravírovat, a to i do větší hloubky materiálu. Lasery vynikají především svou rychlostí popisu a snadnou údržbou. Existují následující možnosti popisu nerezu vláknovým laserem:
Gravírování
 Při gravírování se hloubka zvětšuje úměrně s počtem opakování. Pro gravuru na obrázku byla použita F-theta čočka s ohniskovou vzdáleností 160 mm a následující parametry:
Při gravírování se hloubka zvětšuje úměrně s počtem opakování. Pro gravuru na obrázku byla použita F-theta čočka s ohniskovou vzdáleností 160 mm a následující parametry:
Výkon laseru 20W, rychlost 200 mm/s, frekvence 20 kHz a šrafování 0,04 mm při 0° a 90°.
Rytí
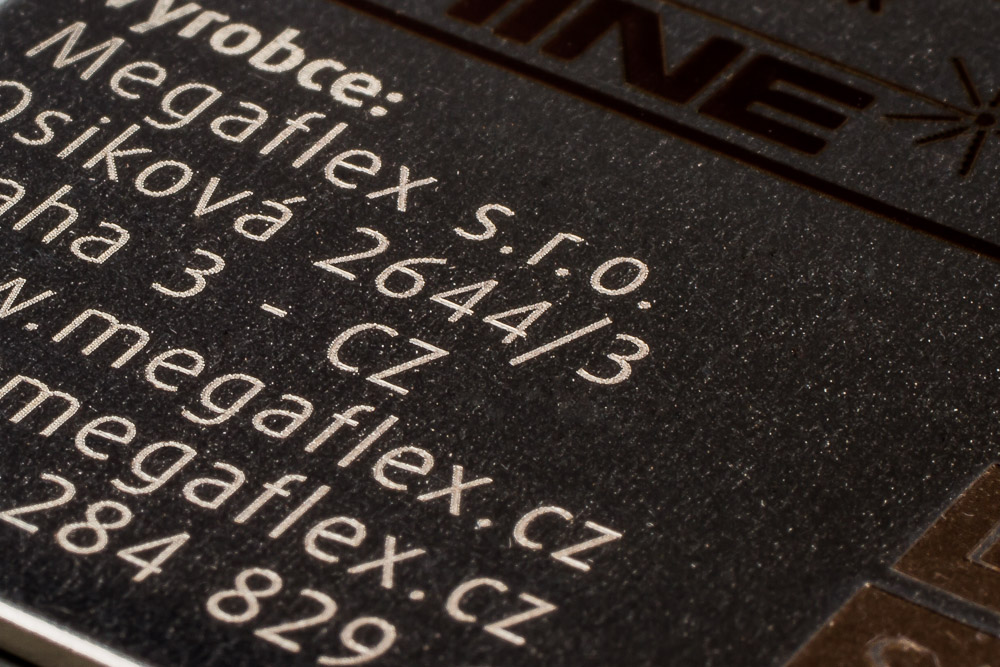
Pro rytí je nejvhodnější použít F-theta čočku s ohniskovou vzdáleností 254 mm a následující parametry:
Výkon laseru 15W, rychlost 700 mm/s, frekvence 60 kHz a šrafování 0,04 mm při 0°.
Kalení
 Při kalení nerezové oceli je důležitá de-fokusace, neboli rozostření paprsku. Zpravidla rozostřujeme nad ohnisko. Pro optiku 160mm 7-9 mm a pro optiku 254 9-11 mm.
Při kalení nerezové oceli je důležitá de-fokusace, neboli rozostření paprsku. Zpravidla rozostřujeme nad ohnisko. Pro optiku 160mm 7-9 mm a pro optiku 254 9-11 mm.
Parametry laseru: výkon laseru 20W, rychlost 100 mm/s, frekvence 20 kHz a šrafování 0,04 mm při 0° a 90°.
Leštění
Docílíme vyšší rychlostí značení v kombinaci s de-fokusací nebo vyšší rychlostí a vyšší frekvencí.
Barevné značení
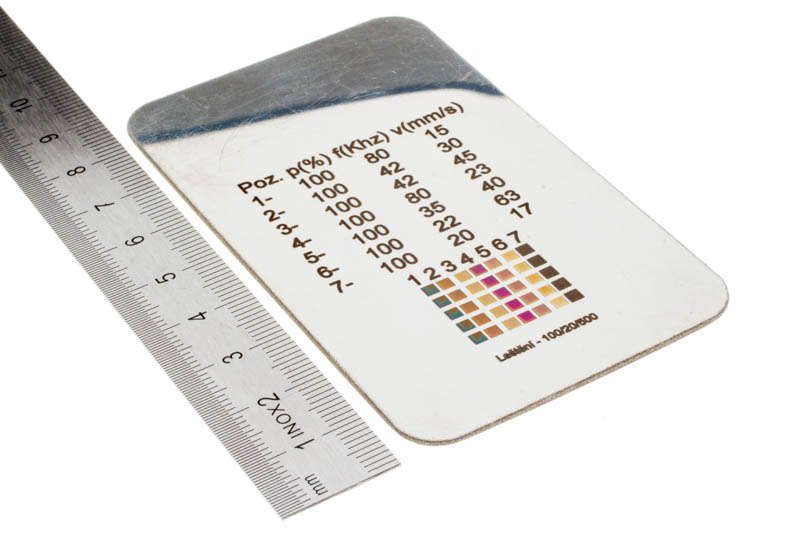
Barevného značení do nerezu můžeme docílit různým nastavením parametrů laseru (výkon, rychlost, frekvenci) v kombinaci s de-fokusací (viz tabulka+obrázek). Byla použita čočka 160mm a konstantní de-fokus +8 mm.
| Pozice | Výkon (W) | Frekvence (kHz) | Rychlost (mm/s) | Výsledná barva |
| 1 | 20 | 80 | 15 | modrá |
| 2 | 20 | 42 | 30 | červená |
| 3 | 20 | 42 | 45 | žlutá |
| 4 | 20 | 80 | 23 | fialová |
| 5 | 20 | 35 | 40 | oranžová |
| 6 | 20 | 22 | 63 | šedá |
| 7 | 20 | 20 | 17 | černá |
Pro popis nebo gravírování nerezových materiálů vláknovým laserem lze použí i portálové lasery s pohyblivou hlavou Trotec Speedy 100 fiber, Speedy 300 fiber a Speedy 400 fiber. Tyto lasery jsou vybaveny rychlou a přesnou mechanikou s velkou pracovní plochou a lze s nimi značit větší množství kusů výrobků v jedné úloze.

Příklad popisu nerezu: na obrázku můžete vidět příklad popisu nerezové likérky. K popsání byl použit laser vláknový SHINE Fiber s výkonem 20W s laserovou čočkou F theta f = 254mm. V ovládacím programu SCAPS Sam Light 2D byla použita funkce MOM (multi object marking) a pro jednotlivé části předlohy nastaveny parametry pro celkem 7 per s výkonem 7 – 18W, rychlost popisování 85 – 400mm/s a frekvencí 25 – 80 kHz.